lydiazhang2017-03-27 13:40:11
增材制造技术在加速发展并成为一种强大的生产技术,一个明显的差距是大多数的设计工程师是在传统的减材制造教育中成长的,转换这一思维模式将需要花费很多努力。不仅仅是调整一些规则,而是完整的教育和实践的演变。当设计师被要求通过3D打印实现创造性和创新性时,全新的设计思路就需要围绕着符合产品功能的要求以及满足增材制造技术的特点来展开。
传统的减材制造是从一块毛坯料开始的,减材制造对设计带来的局限要求通过几十年严格的规则和指导已经占据了设计师的大脑。增材制造思维只能通过快节奏的方法迅速刷新设计师的思路,通过快速训练和重新审视他们的设计来切换到为增材制造而设计的轨道上。重要的是设计师需要认识到,虽然增材制造的“复杂性是免费的”,仍然有很多限制因素需要考虑,这就需要增材制造的指导方针,包括对成本、时间和质量的考虑。
优化设计
几十年来,设计、制造和成本都“住在一个屋檐下”,理解这三者之间的关联十分重要。对于增材制造来说,尤其需要考虑这三者的相互影响因素。传统的设计需要几个星期或几个月才能实现和制造。据了解,增材制造周期有时很快,设计故障有时候隔夜就可以立即识别。这些设计、制造和成本的迭代发生的那么快,可以相互借鉴和融合成一种优化设计的方法论。
为增材过程而设计
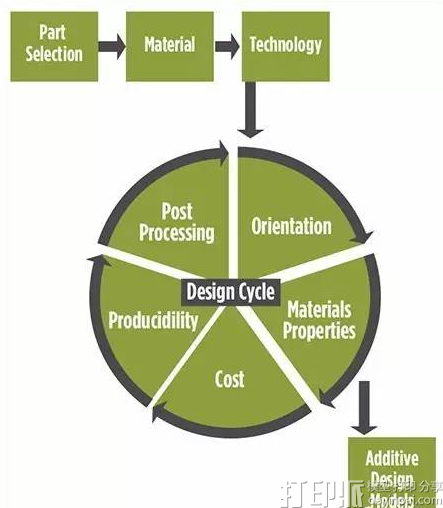
当前增材制造的设计过程通常从现有的设计开始,特别是当有了对当前零件实现轻量化的需求时。零件的选择过程、材料选择和工艺选择这些本身就是一个课题。
当选择了需要优化的零件,你可以启动CAD软件包,并创建增材制造设计。
设计周期不是线性的,在每个设计阶段你都面临很多选择。设计迭代取决于哪些参数必须优化。例如,当交货时间紧迫的时候,你可能需要降低产品高度,且考虑多光束的加工条件,并通过独特的设计减少后处理步骤的需要。
材料的性质不同
增材制造合金的性能不等同于锻造合金或铸造合金,增材制造材料有着自己的设计体系,由于增材制造过程中遇到温度梯度变化,材料性能和微观结构可以是各向异性的。热处理可以改变微观结构,使其变得更加各向同性,但一些方向上不同的几何效应可能仍然存在。据了解,重要的是理解材料/工艺的组合选择。甚至是成型方向对于加工的结果都会带来明显的影响。
考虑后处理
增材制造需要考虑两种类型的CAD模型,一种是最终的几何形状,包括基准的确定、加工尺寸公差要求、表面光洁度要求等。另一个同样重要的CAD模型是供3D打印设备识别加工的模型,这个模型中可补孔、可增加支撑结构、增加加工余量。
不同的后处理步骤取决于所使用的材料和技术。例如,电子束熔化(EBM)技术,则不需要消除应力或机械分离零件与基台,但确实需要去除部分烧结粉末。激光粉末床融化(LPBF)技术则需要消除应力,并通常需要通过电火花线切割或锯带过程将零件从基台板上拆卸下来。所有金属3D打印的热处理通常包括热等静压(HIP)工艺,以减少材料内的空隙和孔隙率。另外,有些材料可能需要热处理以达到所需的微观结构要求。
粉末熔化及脱粉的优缺点
在设计零件的时候,一个重要考虑因素是如何去除粉末。电子束熔炼(EBM)最好的做法是需要在基台上建造一定的余量,特别是如果零件有严格的几何形状要求。不锈钢板可能会影响建造的前几层,所以留至少3mm至5mm的部分用作建造余量,这3mm到5mm可以作为支撑结构被去掉。EBM过程的一个优点是:由于在整个加工过程中的低残余应力,设计仅需要较少的支撑,并且零件通常容易脱落。
电子束熔炼(EBM)过程中,一大考虑因素是粉末的去除,一方面,EBM预热步骤提供了更好的零件完整性,但粉末去除是一个挑战。在预热步骤中,周围的固体粉末部分烧结,有时使其难以从长腔中除去。这部分烧结粉末并不流动。如果你加工的是髋关节植入物,这部分粉末必须被去除,否则会对人体存在伤害隐患。对于设计者来说就是需要设计清扫半径,同时最大限度地提高视线腔,使粉末去除更容易。
激光粉末床融化(LPBF)技术的加工过程中,激光系统提供了一个好处,即粉末容易流动。当需要复杂的内腔时,激光加工技术过程提供了去除粉末的优势。然而,即使粉末更容易流出空腔,粉末必须在应力消除前以及在零件从基台上分离前去除。因此,如果内部空腔埋在支撑结构中或不能达到真空,就需要在零件的某些部位增加粉末去除的设计,常见的是添加孔到所建的模型中,事后这些孔通过补焊的方式来去除。
激光加工过程中,零件和基台基本上是焊接在一起的,这增加了零件拆卸的复杂性,并增加了整个过程的时间。据了解,零件必须用机械方法如电火花线切割或锯带来切除。电火花线切割是一个更准确的过程,所以在设计的时候去除余量基本在3mm厚,而如果用锯来分离零件,建议至少添加5mm的余量。
热处理
在大多数情况下,热处理都不会改变设计,除非在热过程中发生显著的失真。由于残余应力的影响,很难通过激光熔化的方式来生产大的部件。EBM一般在水平和垂直方向不需要应力消除步骤。
如果在热处理过程中,几何失真成为一个问题,可以在设计过程中考虑添加一些选项,例如在薄壁构件周围加上牺牲的节点或框架,这样就可以在热处理过程中提供稳定性。
表面光洁度补偿
表面光洁度也取决于零件表面的建构方向,顶面可以相对光滑,垂直的表面通常比较粗糙但具有一致的光洁度,与基台所呈角度越趋向90°,表面越粗糙。一般来说可以通过优化粉末和激光参数,提高表面光洁度。不过粉末颗粒大小、激光功率、以及加工时间和表面光洁度之间存在着一定的相互制约,这需要全方面的权衡。
为了达到要求的表面光洁度,可以通过后期的机加工来完成,这就需要考虑材料的去除率和补偿,例如,如果需要去除0.05cm的厚度,在设计的时候就需要添加0.05cm。以便后处理后, 零件将符合要求的尺寸公差。
当试图补偿表面光洁度时,设计者还必须考虑过程本身的物理特性。例如,角落会表现出更积极的材料去除率,所以必须在这些位置提高轮廓公差。
除了外部表面光洁度,内腔往往需要一定的畅通性,设计者必须考虑这些材料去除率和补偿。
机加工
如前所述,大多数零件必须通过机加工的方法来获得所需要的精度。3D打印过程不能达到关键公差要求,必须通过传统的CNC工艺来达到一致性。设计需要考虑,如何使数控加工更有效。
设计者和制造工程师应该合作,以了解该零件如何在数控加工过程中放置。利用增材制造的优势,一些必要的标签、引脚、孔、槽,甚至临时处理部分都可以添加到打印过程中,以帮助适应后期夹具和刀具的配合工序。

评论 (0)