lydiazhang2016-11-08 14:04:12
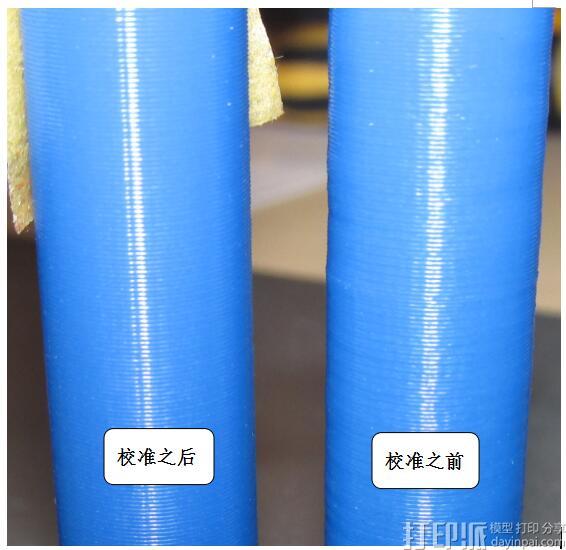
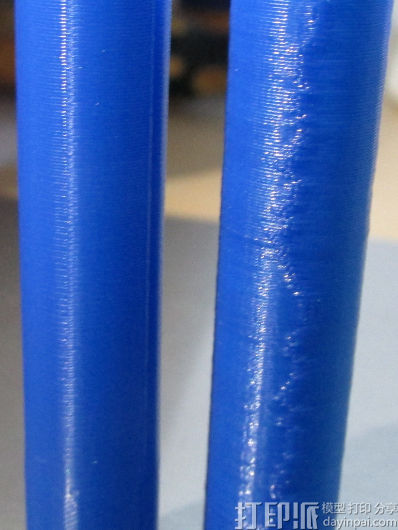
3D打印机爱好者在打印过程中可能会遇到过打印件表面呈波浪形或者表面不细腻的情况,这种凸凹不平的情况对打印件的观感有非常大的影响。经过分析,影响因素主要有两个:一是挤出机的挤出量是否准确,均匀;二是下降的层高是否精确,也即每层下降的高度是不是与理论下降的高度一致。如果有上述两个问题的存在,就有可能造成下图波浪形的表面。

下图为校准之后的对比图:
测试方法分析:
针对第一种情况,大家可以用标记挤出的方法校准挤出量。具体方法是,选取一可以作为参照的位置,然后相对此位置标记一个长度,如测试挤出100mm,那就标记120mm。挤出完成之后,再测量标记点与参照点的距离。反复测试几遍之后,然后在固件中修改E轴相应的步数。修改之后,记得验证一下。
针对第二种情况,校验的方法请参照下图。
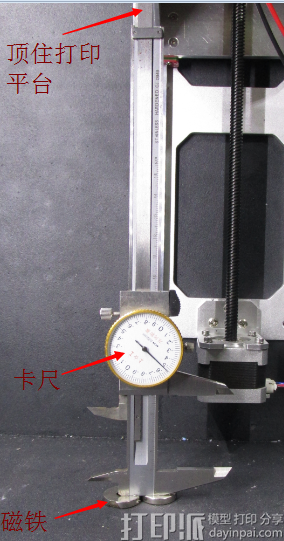
这个装置用来测试Z轴下降层高的精度,磁铁尽量用高硼强磁,并且卡尺要与平台垂直。具体操作方法如下:
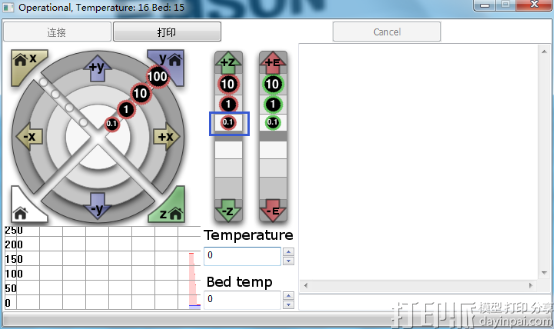
1、在cura pronterfaceUI 里点动0.1,读取卡尺的读数,检验是否准确。
2、也可以输入gcode,这样更零活一些,例如:
G28; //三轴回原点
G91; //使用相对坐标系
G1 Z0.2 F120; //下降0.2层高
G1 Z0.2 F120; //以下重复,代码请自行扩展
G1 Z0.2 F120;
G1 Z0.2 F120;
G1 Z0.2 F120;
3、当然,最好的方法是自己写gcode程序,这样一个操作更方便一些:
G28 //三轴回原点
G90 //使用绝对坐标系
G1 Z10 F120 //Z轴下降10mm
G91 //使用相对坐标系
G1 Z0.2 F120 //Z轴下降0.2mm
M0 //点击lcd上按钮,激活下一步
G1 Z0.2 F120 //以下重复,代码请自行扩展
M0
G1 Z0.2 F120
M0
G1 Z0.2 F120
M0
G1 Z0.2 F120
M0
G1 Z0.2 F120
M0
G1 Z0.2 F120
M0
G1 Z0.2 F120
M0
G1 Z0.2 F120
M0
G1 Z0.2 F120
M0
G1 Z0.2 F120
M0
G1 Z0.2 F120
M0
G1 Z0.2 F120
M0
G1 Z0.2 F120
M0
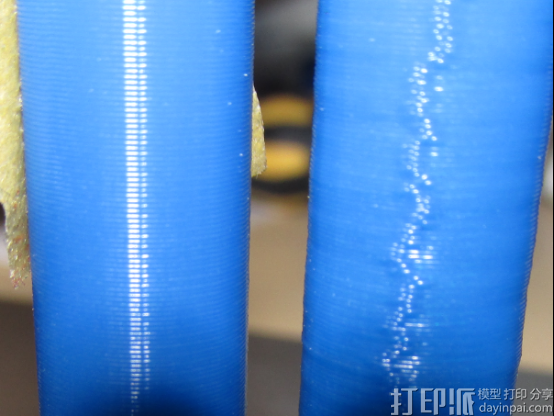
再发几张对比图:

推荐阅读>>如何正确校准3D打印机?

评论 (0)