lydiazhang2016-11-04 09:39:11
刚买到机器,在调试测试机器时,打印出来的产品总是填不满,这些问题基本上是挤出机挤出不稳定或者参数设置不准确造成的。今天分享一个校准3D打印机的参数,让打印出丝更稳定的一个方法。
第一步,将挤出机软管拔出,料丝与转接头齐平。

第二步,开机与S3D联机。这个就不说了。
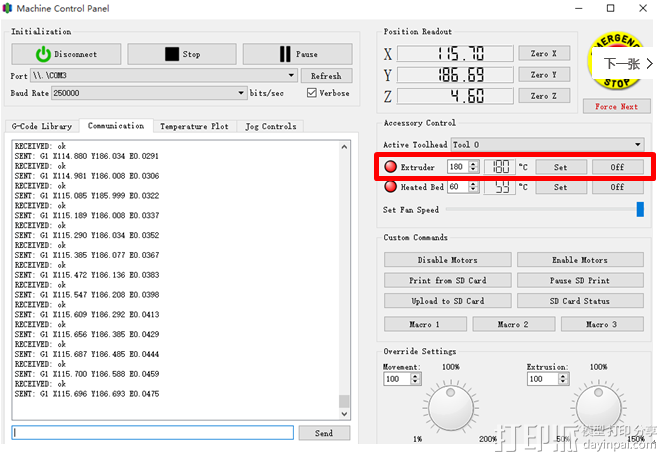
第三步,将喷头温度设定到180°(因为不将喷头温度提高的话,挤出机是不能挤出的,应该是固件里面设定就是这样的。)
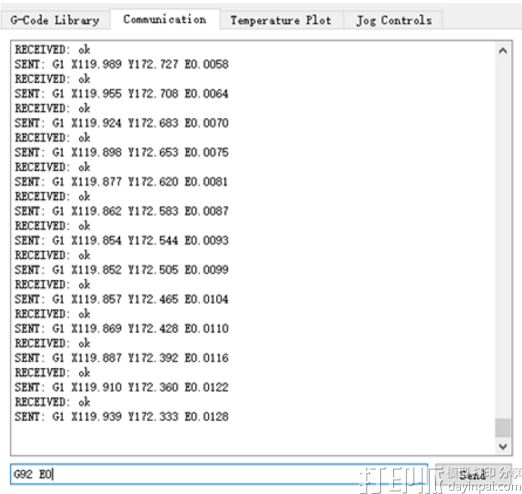
第四步,输入命令:G92 E0(这个是将挤出机的参数以当前位置归为零)

第五步,输入命令:G1 E90(让挤出机挤出90mm的料丝)。然后,用卡尺量一下从转接口挤出的料丝是多少长度。我量出来料长度是47mm(明显不对嘛!)
第六步,从机器控制面板上查找一下固件参数是多少。一般是主面板->控制->运动->E轴每步mm。我的机器设定是264mm。
第七步,计算一下需要重新设定的参数: S=90/47*264=505.53。那么把E轴每步mm的数值设定成505.5。
第八步,按S3D界面的disablemotors。然后调整下料丝与转接口齐平。
第九步,按之前的几个步骤(G92 E0->G1E90)重新测试下挤出的长度。(*记住一定要先将挤出机G92 E0归零,否则就算参数正确,挤出的也不一定是90mm。)重新测出来的长度会更准确,如果还有误差。那么再重复用新的数据重新计算下。我最后测试固件设定参数506.5,下命令G1 E100挤出是100mm。据了解,步进电机是1.8°步进角的,挤出参数在200左右,0.9°步进角的参数在400左右。

推荐阅读>>3D打印机校正挤出量的方法推荐

评论 (0)