为了充分利用CNC加工的能力,设计师必须遵循特定的制造规则设计。但这可能是一个挑战,因为不存在特定的行业标准。在这篇文章中,我们用CNC加工的最佳设计实践汇编了全面的指南。
我们专注于描述现代 CNC 系统的可行性,而忽略了相关成本。有关为 CNC设计高性价比零件的指南,请参阅本文。
CNC加工是一种减法加工技术。在CNC中,使用各种高速旋转(数千RPM)的刀具从实体块中去除材料,以根据CAD模型生产零件。金属和塑料都可以CNC加工。

CNC加工零件具有高尺寸精度和严格的公差。CNC适用于大批量生产和一次性工作。事实上,CNC加工是目前生产金属原型最具成本效益的方法,甚至与3D打印相比也是如此。
CNC主要设计限制
CNC提供了极大的设计灵活性,但存在某些设计限制。这些限制与切削过程的基本力学有关,主要与刀具几何形状和刀具访问有关。
1. 刀具几何
最常见的CNC刀具(端铣刀和钻头)为圆柱形,切削长度有限。
当材料从工件上移除时,刀具的几何图形被转移到加工零件上。这意味着,例如,无论使用多小的刀具,CNC零件的内角始终具有半径。
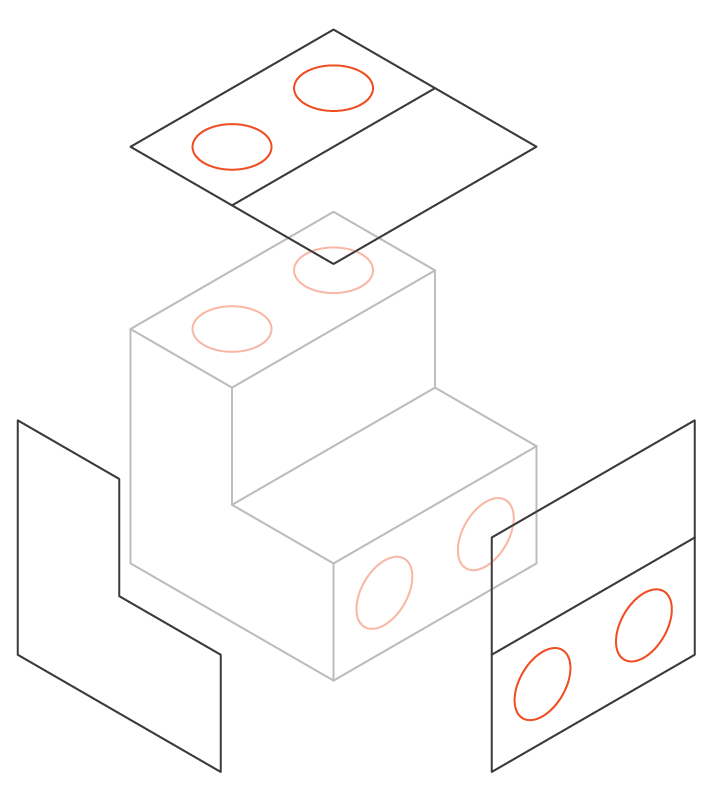
2. 工具访问
为了去除材料,刀具直接从上方接近工件。无法通过这种方式访问的功能无法进行CNC加工。
这条规则有一个例外:咬边。我们将在后一节中了解如何在设计中使用咬边。
一个好的设计实践是将模型的所有特征(孔、空腔、垂直墙等)与6个主要方向之一对齐。将此规则视为建议,而不是限制,因为5轴CNC系统提供先进的工件保持能力。
加工具有大深宽比的特征时,刀具访问也是一个问题。例如,要到达深型腔的底部,需要使用带有长轴的专用工具。这会降低末端执行器的刚度,增加振动并降低可实现的精度。
CNC专家建议设计可使用最大可能直径和最短可能长度的刀具加工的零件。
CNC设计规则
设计用于CNC加工的零件时经常遇到的一个挑战是,不存在特定的行业标准:CNC机床和工具制造商不断提高技术能力,扩大可能的范围。
在下表中,我们总结了CNC加工零件中遇到的最常见特征的建议值和可行值。
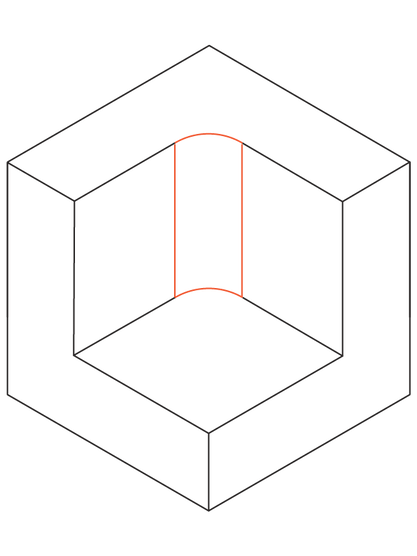
1. 型腔和凹槽
型腔深度推荐:4倍腔宽
端铣刀的切削长度有限(通常为其直径的3-4倍)。当深宽比较小时,刀具偏转、切屑排出和振动变得更加突出。将空腔的深度限制为其宽度的4倍可确保良好的效果。

如果需要更大的深度,请考虑设计具有可变型腔深度的零件(示例参见上图)。
深型腔铣削:深度大于刀具直径6倍的型腔视为深型腔。使用专用工具可使刀具直径与型腔深度之比达到30:1(使用直径为1英寸的端铣刀,最大深度为30 cm)。
2. 内边缘
垂直拐角半径:推荐⅓ x型腔深度(或更大)
使用内角半径的建议值可确保可以使用合适的直径工具,并与建议的型腔深度的指南对齐。将拐角半径稍微增加到建议值以上(例如增加1毫米),允许刀具沿着圆形路径而不是90°角进行切割。这是首选,因为它可以获得更高质量的表面光洁度。如果需要锐度90°的内角,考虑添加T形咬边,而不是减少角半径。
底板半径推荐 0.5毫米、1 毫米或无半径;任何半径立都可行
立铣刀的下刃为平刃或略圆刃。其他地板半径可使用球头工具加工。使用推荐值是一种良好的设计实践,因为这是机械师的首选。
3. 薄壁
最小壁厚推荐:0.8毫米(金属)、1.5毫米(塑料);0.5毫米(金属)、1.0毫米(塑料)都可行
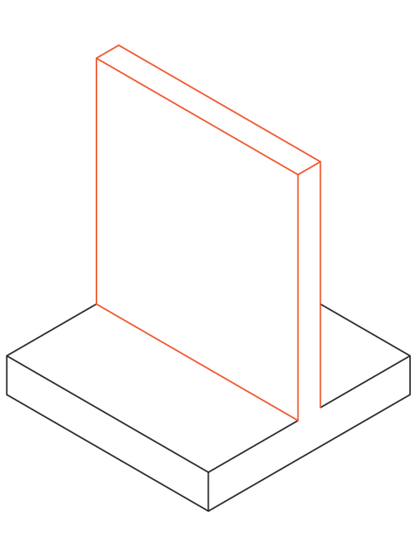
减小壁厚会降低材料的刚度,从而增加加工过程中的振动并降低可达到的精度。塑料容易翘曲(由于残余应力)和软化(由于温度升高),因此建议使用较大的最小壁厚。
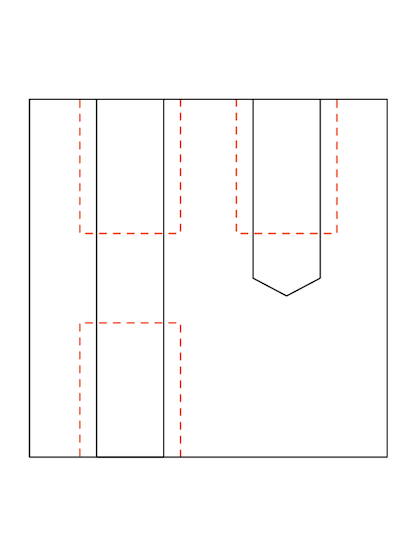
4. 孔
直径推荐标准钻头尺寸;任何大于1毫米的直径都可行
使用钻头或端铣刀加工孔。钻头的尺寸标准化(公制和英制单位)。铰刀和镗刀用于精加工要求严格公差的孔。适用于小于⌀20 mm,建议使用标准直径。

最大深度推荐4 x标称直径;典型的为10 x标称直径;可行的为40 x标称直径
非标准直径的孔必须使用端铣刀加工。在这种情况下,适用最大空腔深度限制,并应使用建议的最大深度值。使用专用钻头(最小直径3毫米)加工深度超过典型值的孔。用钻头加工的盲孔有一个锥形底板(135°角),而用端铣刀加工的孔是平的。在CNC加工中,通孔和盲孔之间没有特别的偏好。
5. 螺纹
螺纹尺寸最小为 M2;推荐为 M6或更大
内螺纹用丝锥切削,外螺纹用模具切削。丝锥和模具可用于将螺纹切割到M2。
CNC螺纹工具很常见,机械师首选,因为它们限制了丝锥断裂的风险。CNC螺纹工具可用于将螺纹切割至M6。
螺纹长度最小值为1.5 x标称直径;推荐为3 x标称直径
施加在螺纹上的大部分载荷由少数第一个齿承担(最大为标称直径的1.5倍)。因此,不需要超过3倍公称直径的螺纹。
对于用丝锥切割的盲孔中的螺纹(即所有小于M6的螺纹),在孔底部添加等于1.5 x标称直径的无螺纹长度。
当可以使用 CNC 螺纹刀具(即螺纹大于M6)时,孔可以贯穿其整个长度。
6. 小特征
最小孔直径推荐为 2.5毫米(0.1英寸);0.05毫米(0.005英寸)都可行
大多数机械车间将能够使用直径小于2.5毫米(0.1英寸)的工具精确加工空腔和孔。
低于此限值的任何东西都被视为微加工。加工此类特征(切削过程的物理变化在此范围内)需要专用工具(微型钻头)和专家知识,因此建议避免使用,除非绝对必要。
7. 公差
标准:±0.125毫米(0.005英寸)
典型:±0.025毫米 (0.001英寸)
可行: ± 0.0125毫米(0.0005英寸)

评论 (0)